
Dunrobin Cylinder Block Progress…
In between all things ‘event’, I thought a quick update on Dunrobin might be of interest. Work is progressing in a number of areas:
Phase 1: Overhaul of boiler (underway at Bridgnorth)
Phase 2: Procurement of new cylinder block (in hand, as reported later in this post)
Phase 3.1: A package of mechanical work (a small start has been made and the finance committed for this work at Bridgnorth)
Phase 3.2 will see the mechanical work completed and move the engine into Phase 4.1 and 4.2 for assembly and then painting/commissioning etc.
In addition to this, a number of Beamish packages of work form part of the process:
- Overhaul of the hydrostatic lubricator – pending…
- Overhaul of the remaining smokebox displacement lubricator and cloning of this to replace the missing example – completed
- Repairs to tanks and cab superstrucure – pending…
- Provision of a set of replica lamps – in hand…
- Overhaul and repaint of carriage 58A – in hand…
All of these phases are running concurrently, with the target being a return to steam in 2015 – Dunrobin’s 120th anniversary and the Highland Railway’s 150th anniversary.
Below: A reminder of why a new cylinder block is required – the badly corroded and much patched original block. As these two photos show, it is in poor condition and though repairs might have been attempted, their durability would always be suspect and given the level of reconstruction elsewhere on the locomotive, it would have created an Achilles heel for us in the future. With new techniques in computer modelling and pattern production, David Elliott, who is managing the procurement of the new block, was commissioned to survey the existing one and use his expertise gained on Tornado, the G5 and J27 cylinder casting projects, to enable us to purchase a replacement for Dunrobin.


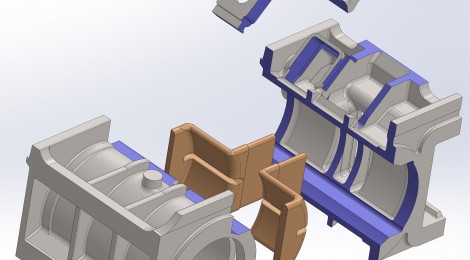
Below: David has surveyed the original block and produced a 3D computer design of the block, then amended this to enable a polystyrene pattern to be produced. This entails adding additional material to the drawings to allow for shrinkage of the metal when casting and subsequent machining. It was hoped to avoid the need for cores in this, but these are required and will ensure the accuracy of the various cavities required within the casting.
These views show one half of the cylinder block in 3D – the grey is what is cast, the brown are cores to create cavities.


Below: Almost like the instructions for an Airfix kit, these views show the overall pattern and core assembly to enable a casting to be produced.



Below: A core box – this produces the shape (in sand) needed to create the cavity, as shown above. The great art of the casting process is the moulding – where several patterns are brought together to produce the shapes and cores required within the compacted block of sand into which the metal is poured. Factors such as shrinkage of the metal as it cools are considered in the pattern making stage, but apply equally to the moulding and the manner in which the metal will enter the mould – to ensure that it is both evenly spread and cools evenly – failure to do so can result in either a spoiled casting or fractures later in life. Our castings will also be heat treated to relieve stresses that are inevitably set up in the process. Many years ago, large castings would be left outside to ‘season’ – expansion and contracting with the weather and gently stress relieving themselves over a period of months and sometimes years (particularly for machine tool beds). Now this can be done in ovens and to a very precise degree. Stress relief also occurs through machining and use, but is best obviated right at the start to reduce problems later on.


I mentioned Dunrobin’s lamps earlier – there is an earlier post on these and their features available on the blog. I am talking to a lamp manufacturer regarding the making of replicas of the originals carried on Dunrobin – a full set of four being required (three on the front and one on the rear for light engine running – the front centre lamp appears not to have featured on account of the position of the vacuum pipe stand so I am not sure yet how it indicated ‘light engine’ in the usual railway sense, as yet). If anyone, or any group would be interested in sponsoring a lamp, I would be very pleased to hear from them! The overall cost is likely to be around £2250 or thereabouts and I am very keen that this detail is accurately recreated on Dunrobin, rather than using ex BR or NER lamps on the loco when it is in operation. Interestingly, we have the carriage board stating ‘Last Vehicle’ for 58A in the collection, it having survived with the pair, unlike the lamps which are presumed missing in action in Canada somewhere!
Below: A reminder of the lamps carried by Dunrobin when it arrived at New Romney in 1950. Spare lamps were carried on brackets on the cab roof – a feature we will need to reinstate.








Hi,
any update of when ‘Dunrobin’ is due to be completed? Will it be on show at the Severn Valley Rly, or returned straight to Beamish?
Steve
Hi Steve
We’re still looking at sometime in 2016 – the delay being in the production of the new cylinder block. There is a period of running in on the SVR as part of the contract, but no current plan for public operation – we will wait for nearer the time for this and as soon as it is ready it will be expected to be in operation at Beamish to recoup some of the huge investment in it.
Hope this helps,
Paul